YFL鄭州英福倫電氣有限公司
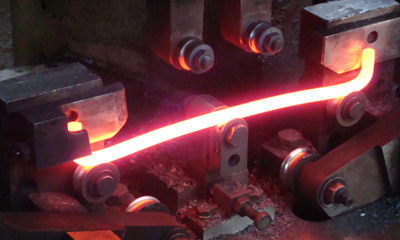
專業(yè)生產(chǎn)高頻、超中頻加熱設(shè)備 安裝方便 節(jié)能環(huán)保

客服QQ:
1281989498
1281989498

聯(lián)系方式:
13733865367(微信)
13733865367(微信)

通訊地址:
鄭州高新技術(shù)產(chǎn)業(yè)開(kāi)發(fā)區(qū)檀香路1號(hào)
鄭州高新技術(shù)產(chǎn)業(yè)開(kāi)發(fā)區(qū)檀香路1號(hào)
 微信
微信
 手機(jī)網(wǎng)站
手機(jī)網(wǎng)站